申请号CN202021504863.X申请日20200727公开号CN213320671U授权公告日20210601申请(专利权)人佛山市顺德区克耐特刀具有限公司发明人魏中华主分类号B27G13/08分类号
B27G13/08
地址广东省佛山市顺德区北滘镇碧江工业区工业一路2号A区国省代码广东(44)代理机构佛山市明高知识产权代理事务所(普通合伙)代理人廖珍珍
摘要
本实用新型公开了一种指接刀,属于木材加工设备技术领域,包括刀体、切削刀头,刀体上环绕设有多组安装槽,切削刀头可滑动调节的设置在安装槽内,安装槽内设置有用于压紧切削刀头的紧固压块,刀体上设置有多组与切削刀头相配合的导向凸脊,切削刀头背面抵压在导向凸脊前端上,在切削刀头损坏后,可通过单独更换损坏刀头进行维修,降低维修成本,延长指接刀的整体寿命。
技术领域
本实用新型涉及木材加工设备技术领域,特别涉及一种指接刀。
背景技术
指接刀按结构形式,可分为单片式铣刀和整体式铣刀两种。单片式铣刀是一种厚度小的铣刀,其厚度等于指接的齿距,使用时将多组铣刀叠起,用套筒和螺母或单独用螺母把铣刀紧固在一起。一组指接刀的铣刀数量取决于加工件的宽度或厚度。
现有的整体式铣刀的切削部分和刀体为一整体,为了减少动力消耗和使工作平稳,整体式铣刀的齿距等于指接齿距的2倍。一列齿相对另一列齿,其位移量等于指接的齿距。为了把工件加工出规定的宽度,可采用2~4把铣刀组成的成套铣刀。这种铣刀用于加工齿形不太长的指接板。整体式铣刀具有加工精度高、工作可靠、安全,铣刀直径小、安装方便等特点,但铣刀制造复杂,加工费用高。
整体式指接刀与单片式指接刀的区别在于整体式指接刀使用方便不用调节,缺点是如果有一处损坏需更换一个齿而单片只需换一个片即可,相对的,整体式指接刀存在齿距固定无法调节缺陷。
实用新型内容
为了克服现有技术存在的缺陷,本实用新型提供一种指接刀,提高整体式指接刀的使用寿命,实现整体式指接刀的齿距调节。
本实用新型解决其技术问题所采用的技术方案是:一种指接刀,包括刀体、切削刀头,所述刀体上环绕设有多组安装槽,切削刀头可滑动调节的设置在安装槽内,安装槽内设置有用于压紧切削刀头的紧固压块,所述刀体上设置有多组与切削刀头相配合的导向凸脊,切削刀头背面抵压在导向凸脊前端上。
作为优选,所述安装槽外侧设置有与安装槽轴向相同的调节螺栓,调节螺栓头部面向螺杆一侧抵压在切削刀头侧边上,用于对切削刀头进行调节限位。
作为优选,所述调节螺栓顶部和刀体上相互配合的设有升降调节尺度。
作为优选,所述刀体上设有用于容置调节螺栓头部的侧凹槽。
作为优选,所述刀体上设置有入料斜口,入料斜口位于安装槽远离切削刀头一侧,并且入料斜口向安装槽一侧倾斜。
作为优选,所述紧固压块通过紧固螺栓的推压压紧在切削刀头上,所述刀体上设置有连通安装槽的紧固螺孔,紧固螺栓前端穿过紧固螺孔抵压在紧固压块上。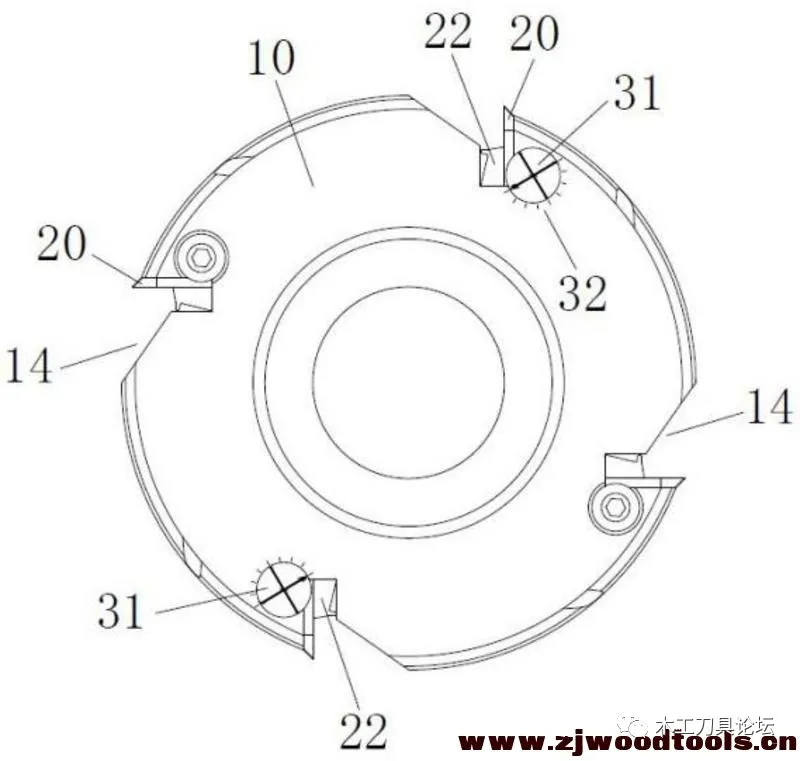
作为优选,所述紧固压块面向紧固螺栓一面设置有紧固斜面,紧固斜面向安装槽外侧倾斜,紧固压块远离紧固斜面一侧设置有限位凸台。
作为优选,所述紧固压块和切削刀头上分别有相互配合的定位凸台和定位凹槽。
本实用新型的有益效果是:
1、在切削刀头损坏后,可通过单独更换损坏刀头进行维修,降低维修成本,延长指接刀的整体寿命;
2、在需要调节齿距时,可以推动其中相对的两组切削刀头,相对另外两组切削刀头沿刀体轴向平移,再通过紧固螺栓和紧固压块将切削刀头压紧固定,实现齿距的调节;
3、由于调节螺栓顶部和刀体上相互配合的设有升降调节尺度,可以精确的测量出切削刀头的平移量,便于切削刀头的同步调节。
附图说明
图1为本实用新型实施例的主视图;
图2为本实用新型实施例的立体图;
图3为本实用新型实施例中刀体的立体图;
图4为本实用新型实施例中切削刀头的立体图;
图5为本实用新型实施例中紧固压块的立体图一;
图6为本实用新型实施例中紧固压块的立体图二。
图中,10、刀体,11、安装槽,12、紧固螺孔,13、导向凸脊,14、入料斜口,15、侧凹槽,20、切削刀头,21、定位凹槽,22、紧固压块,23、紧固斜面,24、定位凸台,25、限位凸台,31、调节螺栓,32、升降调节尺度。
具体实施方式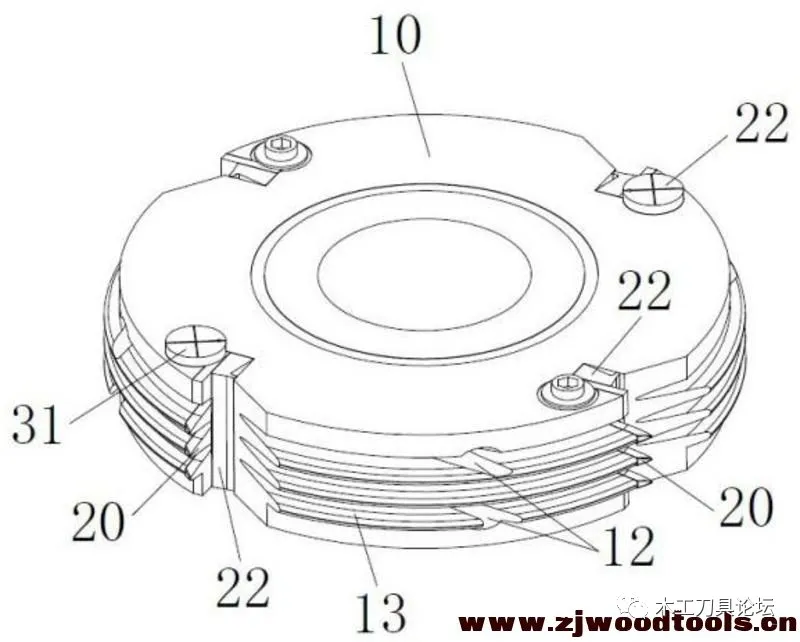
下面结合附图对本实用新型的具体实施方式作进一步说明。在此需要说明的是,对于这些实施方式的说明用于帮助理解本实用新型,但并不构成对本实用新型的限定。此外,下面所描述的本实用新型各个实施方式中所涉及的技术特征只要彼此之间未构成冲突就可以相互组合。
如附图1-6所示,本实用新型提供的一种指接刀,包括刀体10、切削刀头20,刀体10上环绕设有四组安装槽11,切削刀头20可滑动调节的设置在安装槽11内,安装槽11内设置有用于压紧切削刀头20的紧固压块22,紧固压块22通过紧固螺栓的推压压紧在切削刀头20上,刀体10上设置有连通安装槽11的紧固螺孔12,紧固螺栓前端穿过紧固螺孔12抵压在紧固压块22上,刀体10上设置有多组与切削刀头20相配合的导向凸脊13,切削刀头20为锯齿状,切削刀头20背面抵压在导向凸脊13前端上,每一组导向凸脊13分别与切削刀头20的切削锯齿相对应,导向凸脊13与锯片中齿座的作用相同。
在切削刀头20损坏后,可通过单独更换损坏刀头进行维修,降低维修成本,延长指接刀的整体寿命;装卸切削刀头20时,仅需松开紧固螺栓,将切削刀头20从安装槽11中抽出即可,方便快捷;其中,在需要调节齿距时,可以推动其中相对的两组切削刀头20,相对另外两组切削刀头20沿刀体10轴向平移,再通过紧固螺栓和紧固压块22将切削刀头20压紧固定,完成齿距的调节。
进一步的,安装槽11外侧设置有与安装槽11轴向相同的调节螺栓31,调节螺栓31采用滚花螺栓,调节螺栓31头部面向螺杆一侧抵压在切削刀头20侧边上,用于对切削刀头20进行调节限位,刀体10上设有用于容置调节螺栓31头部的侧凹槽15,调节螺栓31顶部和刀体10上相互配合的设有升降调节尺度32,在需要调节切削刀头20时,通过松开紧固螺栓,使切削刀头20有一定的活动量,再通过转动调节螺栓31,推动切削刀片向安装槽11另一侧滑动,从而使切削刀头20相对另一组切削刀头20沿刀体10轴向平移,最后通过紧固螺栓和紧固压块22将切削刀头20压紧固定,完成齿距的调节,由于调节螺栓31顶部和刀体10上相互配合的设有升降调节尺度32,可以精确的测量出切削刀头20的平移量,便于切削刀头20的同步调节。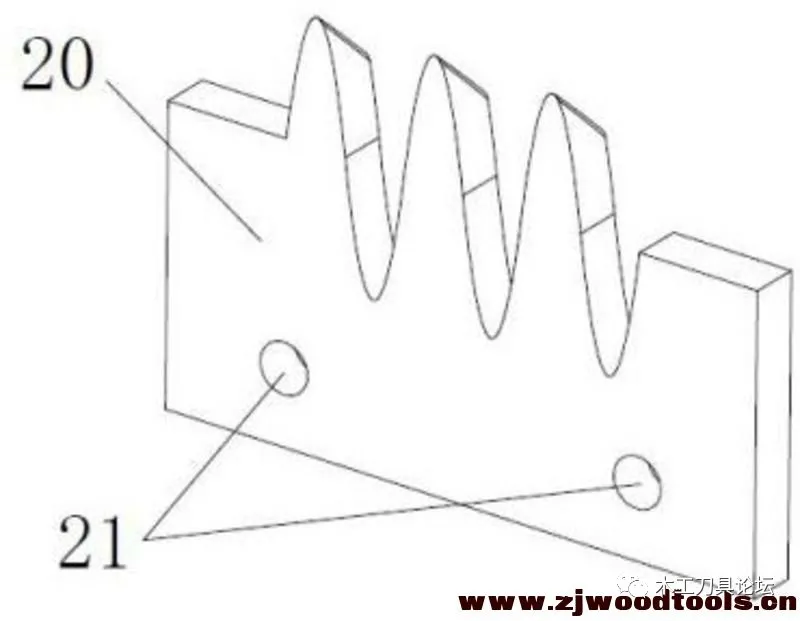
进一步的,紧固压块22面向紧固螺栓一面设置有紧固斜面23,紧固斜面23向安装槽11外侧倾斜,紧固螺栓前端抵压在紧固斜面23上,紧固压块22和切削刀头20上分别有相互配合的定位凸台24和定位凹槽21,定位凸台24和定位凹槽21相互嵌合,紧固螺栓在给予切削刀头20一个压紧力的同时,提供了一个分力,将紧固压块22压紧在安装槽11内,避免在工作状态下紧固压块22和切削刀头20由安装槽11中脱出,紧固压块22远离紧固斜面23一侧设置有限位凸台25,限位凸台25能在轻微松开紧固螺栓的时候防止紧固压块22和切削刀头20由安装槽11中脱出。
进一步的,刀体10上设置有入料斜口14,入料斜口14位于安装槽11远离切削刀头20一侧,并且入料斜口14向安装槽11一侧倾斜。
以上结合附图对本实用新型的实施方式作了详细说明,但本实用新型不限于所描述的实施方式。对于本领域的技术人员而言,在不脱离本实用新型原理和精神的情况下,对这些实施方式进行多种变化、修改、替换和变型,仍落入本实用新型的保护范围内。
家具头条|木工刀具专利资讯 一种指接刀
来源: 机械猫 发布时间 2025-11-04 点赞量:0 阅读量: 4497