一.主要问题:指接有侧缝
产生原因:
1:指接刀的平面度超公差,或刀具变形,导致梳齿后的槽宽于指接刀齿,才会出现侧缝。
2:平头锯片与工作台距离太大。
解决方法:
1:指接刀开齿要求达到:在指接刀指接长度设计参数范围内,不同硬度木材、不同精度的加工设备加工出来工件的指接长度会不同,但对接后不允许开齿有侧缝,顶端无针眼,更换里面变形的指接刀即可解决侧缝问题。
2:若调节顶端缝隙的大小,需调整梳齿机的平头锯片离工作台的距离,锯片往工作台方向移动指接长度变短,针眼增加,反之则开齿长度增加,针眼变小。
二.指接材不严的影响因素 :
1、指接刀的内孔和外径对指接的影响。指接刀的内孔公差超差就会影响指接刀的外径。我们将一组指接刀装在轴上,因个别的刀的孔大,刀有可能装偏,这时刀的外径就不同了。再有制造指接刀的外径公差超差,指接刀外径就不同了,不同外径的指接刀加工的指接材的深度就不同,拼接后的指接材的尖部和侧面有间隙。(俗称针眼)
2、指接刀的角度对指接的影响。这里指接刀的角度主要将指接刀的斜角。其它条件相同时,指接刀的斜角越小,指接的接触面越大,指接强度越大。反之,指接刀的斜角越大,指接的接触面越小,指接强度越低。
3、指接的深浅对指接的影响。指接越深,指接的接触面越大,指接强度越大。反之,指接越浅,指接的接触面越小,指接强度越低。但指接越深越费料。
4、指接刀的精度对指接的影响。前面提到指接刀的精度有平面度、平行度、垂直度、端跳。检测指接刀的精度是控制指接刀内在质量的一种手段。指接刀的基体端面的平面度平行度的超差就会影响指接刀的刀刃的端跳和指接刀的斜角角度。
5、 指接刀加工工件的深浅不同对指接的影响。指接刀加工的工件越深,指尖变小,指接配合越松,反之,指接刀加工的工件越浅,指接配合越紧。
6、指接刀的定期修磨。指接刀使用一定时间后,刃口就会不锋利,加工工件就会糊了,因此刀具要定期修磨。修磨刀具后要成组放置,因为有的刀具组是修磨过一次的,有的刀具组是修磨过数次的,所以刀具组的磨损程度不一样。修磨刀具时仅磨刀具的前面,磨后检测刀具的外径。修磨后的刀具前角和齿顶有了变化,所以加工工件时要调整指接深度。
7、人的因素。人员要定期培训,上岗人员要学会怎样操作机床,怎样装夹刀具,怎样装夹木料,以及工作中注意安全。这里我主要讲指接刀。我们用指接刀前先检查指接刀的内孔端面,看有无杂质,清理干净,看指接刀的刃口是否锋利,有无崩刃,有崩刃的刀拿出。第二步,检查设备的轴和端面,设备的轴与端面要垂直设置。第三步,装夹刀具时刀具的旋转方向要与木料进料方向相反。
8、设备对指接的影响。设备必须安置在坚固的地板上,设备应放置于水平状态,设备的轴要与水平面垂直,轴的端面与轴垂直,垫两平面要平行。设备在使用一段时间后要进行调整,因为设备的工作台下面的滑座与v型导轨磨损后会产生松动。
9、木材对指接的影响。比如木材的材质、木材的含水率、木材的芯材和表材。木材的材质不同它的软硬不同,较软的木材易加工,但易变型,较硬的木材难加工,但不易变形应力集中易撕裂。木材的含水率越高木材越易变形,木材的芯材比表材硬等。指接刀加工不同的木材磨损不同。
三、指接刀的种类:
一. 整体指接刀

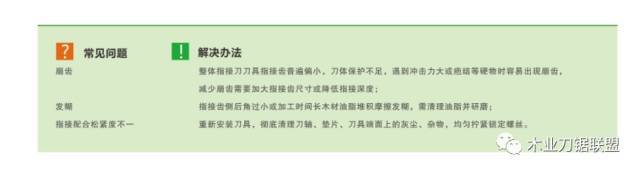
1.常见问题
1.崩齿;
2.发糊;
3.指接配合松紧度不一。
2.解决办法
1.整体指接刀刀具指接齿普遍偏小,刀体保护不足,遇到冲击力大或疤结等硬物时容易出现崩齿,减少崩齿需要加大指接齿尺寸或降低指接深度;
2.指接齿侧后角过小或加工时间长木材油脂堆积摩擦发糊,需清理油脂并研磨;
3.重新安装刀具,彻底清理刀轴、垫片、刀具端面上的灰尘、杂物,均匀拧紧锁定螺丝。
二、单片指接刀

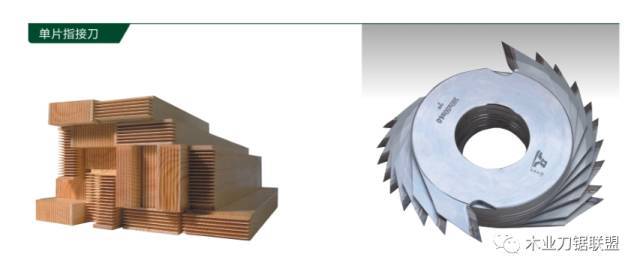
1.常见问题:
1.指接松紧不合适;
2.容易崩齿、裂片;
3.不耐用,加工延米数少;
4.如何节省材料并保证指接强度。
2.解决办法:
1.调节指接深度可调节松紧度;
2.指接刀片尖部尺寸小,最小可以达到1mm以内,遇到硬物更容易崩齿,崩齿频繁或裂片多,考虑加工工艺、进料速度问题或调整合金硬度;
3.跟进料速度、加工材质有关,在同材质情况下,调整合金品质;
4.指接深度目前可以做到3.5mm,增加齿密度保证指接面积和指接强度,根据加工材料以及用途,客户可以选择3.5mm、4mm、6mm、9mm、12mm、15mm、20mm、25mm等不同指接深度的刀具。


指接刀的安装:
1.将指接刀每片错开15度安装在铣齿主刀轴上,用螺母锁紧。
2.安装时注意旋转方向,采用逆铣方式。
刀具的刃磨:
1.应使用专用设备刃磨,不要手持刀具刃磨。
2.刃磨时砂轮平面与刀刃平行。
3.刀具成组使用,成组刃磨,新旧刀具不可混用。





指接刀刃部由硬质合金属制造,硬度很高,脆性很大,及怕磕碰。运输时要将刃部保护好,移动或使用时请轻拿轻放,避免损坏。
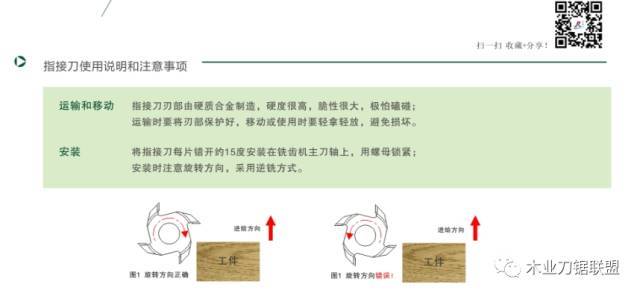
1.指接刀使用说明和注意事项
运输和移动:指接刀刃部由硬质合金制造,硬度很高,脆性很大,极怕磕碰;运输时要将刃部保护好,移动或使用时要轻拿轻放,避免损坏。
安装:将指接刀每片错开约15度安装在铣齿机主刀轴上,用螺母锁紧;安装时注意旋转方向,采用逆铣方式。
2.使用安全及注意事项
1、使用设备必须在刀具外围安装防护罩,以免刀具损坏飞出碎片造成伤害。
2、必须在确认工件被夹紧状态下开始加工,否则工件极易被卷入刀具,形成扎刀,损坏刀具和设备;还易造成工件飞出酿成事故。
3、设备功率与加工厚度要匹配,设备功率小,且加工工件过大,会造成闷车,损坏刀具,刀具在木材中空转,使木材变糊,刀具磨损变钝。
4、选择合理的进给速度,太快太慢都会影响产品质量和刀具寿命。
5、必须将工件中的木疖、铁钉及硬物去除,否则将会导致刀具的合金断裂及严重损坏。
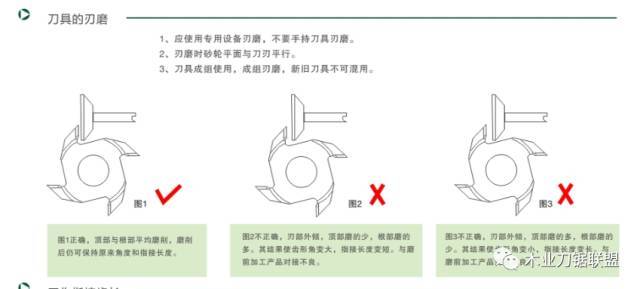
3.刀具的刃磨
1、应使用专用设备刃磨,不要手持刀具刃磨。
2、刃磨时砂轮平面与刀刃平行。
3、刀具成组使用,成组刃磨,新旧刀具不可混用。
图1正确,顶部与根部平均磨削,磨削后仍可保持原来角度和指接长度。
图2不正确,刃部外倾,顶部磨的少,根部磨的多。其结果使齿形角变大,指接长度变短。与磨前加工产品对接不良。
图3不正确,刃部外倾,顶部磨的多,根部磨的少。其结果使齿形角变小,指接长度变长。与磨前加工产品对接不良。
4.工作指接齿长
本厂提供的指接长度数据,是理论计算值,它是参考数据,实际加工出的产品指接长度受以下因素影响:
1、刀具的锋利程度:刀具太钝,切削中木材让刀,使槽窄齿肥,对接精度变差,指接长度变短。
2、刀轴的回转精度:刀轴径向跳动太大,工作中使刀具摆动,不但使齿形槽大齿瘦,而且加工出的槽型前大后小。
3、导规的直线度与滑鞍的结合精度,对加工的产品精度直接产生影响。
4、木材软硬程度:木材硬,加工时,齿的厚度留较小过赢量,齿形较长;木材软,齿的厚度较大过赢量,齿形较短。
文章来源:木业刀锯联盟
版权归原作者所有,观点仅代表作者本人,不代表家具头条立场。