在家具的实际生产中,尺寸是零部件质量好坏最重要的指标之一。如果一块板或一个孔位连尺寸都不合规范的话,最后的家具成品是谈不上合格的。
走在任何一个生产车间,我们往往会看到很多作业人员手中会备有尺寸测量工具,较常见的有卷尺,还有今天我们要说的游标卡尺。这些基础工具必不可少,它们的及时与正确使用可以最大限度的避免大量损失的产生。
比如在板件钻孔过程中,因为设备没有调试好或出现没有发觉的故障,导致孔位出现偏差,如果能及时通过测量工具校验的话,往往就不会出现批量性问题板件。
那么,测量工具如何正确使用呢,接下来我们来深入介绍游标卡尺的用法,以供业内人员参考。
游标卡尺的由来
在形形色色的计量器具家族中,游标卡尺作为一种被广泛使用的高精度测量工具,它是刻线直尺的延伸和拓展,它最早起源于中国。

▲东汉铜卡尺
最具现代测量价值的游标卡尺一般认为是由法国人约尼尔·比尔发明的。他是一名颇具名气的数学家,在他的数学专著《新四分圆的结构、利用及特性》中记述了游标卡尺的结构和原理,而他的名字Vernier变成了英文的游标一词沿用。
游标卡尺的分类
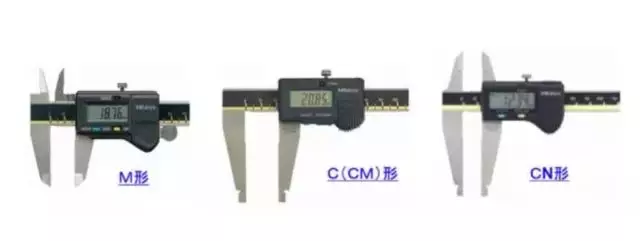
根据测量部形状
卡尺根据形状(内侧测量部),可分为M形、C(CM)圆弧刃量爪形、CN(刀刃)形三类。
根据显示方式
根据卡尺的显示方式,可分为游标式,带表式,数显式三种。根据刻度以及刻度的不同组合,产品还可以再加以细分。

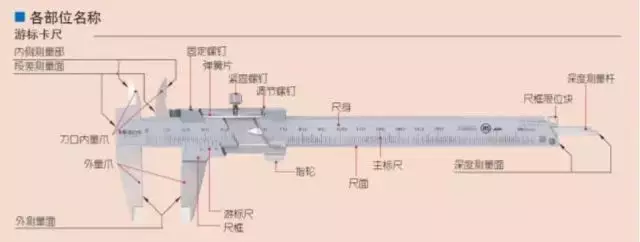
▲游标卡尺的常见结构
游标卡尺的测量与读数
使用方法
将量爪并拢,查看游标和主尺身的零刻度线是否对齐。如果对齐就可以进行测量:如没有对齐则要记取零误差:游标的零刻度线在尺身零刻度线右侧的叫正零误差,在尺身零刻度线左侧的叫负零误差(这种规定方法与数轴的规定一致,原点以右为正,原点以左为负)。
测量时,右手拿住尺身,大拇指移动游标,左手拿待测外径(或内径)的物体,使待测物位于外测量爪之间,当与量爪紧紧相贴时,即可读数,如下图所示:

使用方式
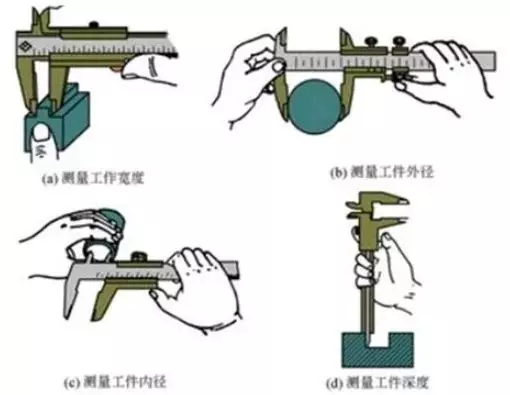
游标卡尺作为一种常用量具,其可具体应用在以下这四个方面:
①测量工件宽度
②测量工件外径
③测量工件内径
④测量工件深度
具体的这四个方面的测量方法请看下图:
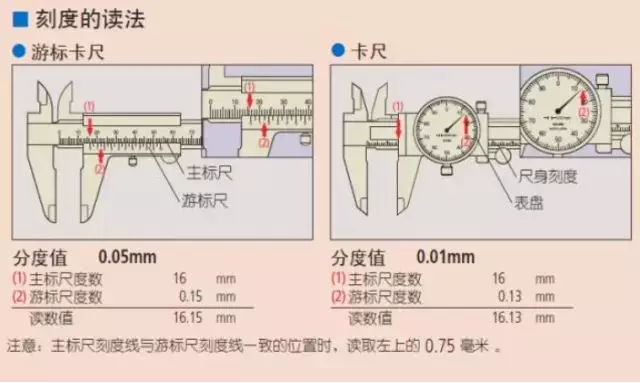
刻度读法
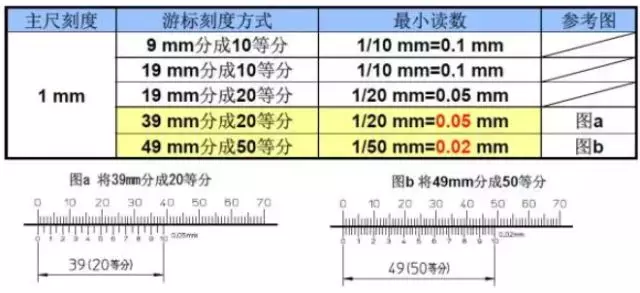
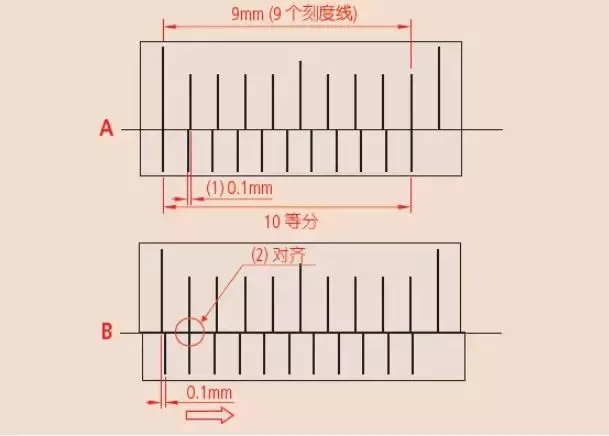
早期的卡尺在主尺上有19个分度,游标尺上有20个分度,提供0.05的精度,但是,线与线之间的间隔太近,很难读数、所以自从1970年起,长游标卡尺普遍都使用39个主尺分度,以此来拉大刻度线的间距。
关于数显卡尺
如果你觉得以上介绍的机械卡尺,操作起来比较麻烦又容易出错的话,不妨可以尝试能够数显的卡尺。
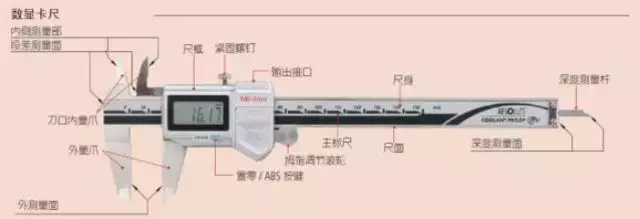
▲数显卡尺的常见结构
▲数显卡尺的原理
使用游标卡尺的注意事项
游标卡尺是比较精密的测量工具,要轻拿轻放,不得碰撞或跌落地下。使用时不要用来测量粗糙的物体,以免损坏量爪,不用时应置于干燥地方防止锈蚀。
测量时,应先拧松紧固螺钉,移动游标不能用力过猛。两量爪与待测物的接触不宜过紧。不能使被夹紧的物体在量爪内挪动。
读数时,视线应与尺面垂直。如需固定读数,可用紧固螺钉将游标固定在尺身上,防止滑动。
实际测量时,对同一长度应多测几次,取其平均值来消除偶然误差。

最后分享一段视频,介绍游标卡尺的使用方法,让你看的更加明白。
▲游标卡尺使用方法
文章来源:鲁班园
版权归原作者所有,观点仅代表作者本人,不代表家具头条立场。